



Solvent Recovery and Recycling
Solvent Recovery – Solvent Recycling – Solvent Distillation
SRS Engineering offers a wide range of solvent recovery, solvent recycling and solvent distillation systems for industrial applications with optimal efficiency, safety and consistent quality.
SRS’ complete line of automatic solvent distillation systems feature precision PLC temperature control in the sludge area, vapor space and thermal oil for optimal efficiency, safety and consistent product quality, making these systems ideal in the most demanding applications in the industry including those involving nitrocellulose
Standard Features and Options:
- Controlled by a PLC Microprocessor
- Distillation rates to 500 GPH
- 304 stainless steel construction on all wet surfaces
- Precision PLC controls
- Color Touch screen operator interface displays
- Interlocking safety devices
- RTD in vapor space, sludge and thermal oil
- 316 stainless steel condenser
- 6″ sludge discharge valve
- Elevated base with vent port
- Inspection platform
- Ready for single point connections
Options - Explosion rated for Class 1, Division 1 hazardous environments
- Vacuum systems
- Auto fill
- Auto cool
- Self adjusting scrapers
- Solvent tanks
- Automated transfer pumps systems
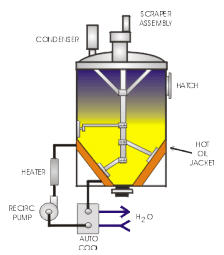
SRS Engineering Corporation’s Solvent Distillation Systems distill and condense solvents, thinners and cleaners. This unique, affordable system will recover approximately 90% of the original batch volume for reuse, significantly reducing new solvent purchases as well as the volume of dirty solvents and/or solids to be disposed of.
| |
Some Commonly Recycled Solvents:
|
|
All of these solvent distillation systems can utilize a Closed Loop System configuration
SR-Series
|
SRV-Series
|
SRH-Series
|
SRS-Series
|
In the Pollution Prevention Act of 1990, the preferred waste minimization options, as defined by Section 6602(b) of the Act, are prevention and environmentally sound recycling followed by treatment and disposal.
A 1994 guideline document (EPA/625/R-93/017) states that: “recycling should be used where possible to minimize or avoid the need to treat wastes that remain after viable source reduction options have been evaluated and/or implemented.”
To View Printable PDF Version of this Page ![]()
SRS Engineering Corporation is the leading manufacturer of Solvent Recovery, Recycling and Distillation Systems. Custom solutions for industrial solvent recovery, solvent recycling and solvent distillation are also available.


